Electrical discharge machining, or electric discharge machining, is a manufacturing process that uses electrical and thermal energy to remove material from a part. It is often used to machine hard materials with complex geometries shapes, fine details parts. EDM capabilities below are available:
Discover surface finishing to eliminate machining marks, enhancing both functionality, aesthetics for superior-quality parts.
Why Choose Us For EDM Service
1-to-1 Quote Analysis
Just upload your 2D drawings or 3D models and you will get quote feedback in 24 hours. Our specialized engineers will analyze your design to avoid misunderstanding, communicate with you and offer an affordable price.
High-Quality Production Parts
The responsible and rigorous attitude towards materials, machining technique, surface finishing and CMM testing guarantee the consistent quality from prototyping to production parts. We won’t bother to check the parts quality before delivery.
Fast Lead Time
The introduce of advanced 5 axis CNC machining centers and professional quoters ensure the fast lead time. We set the priority for the arrangement of the order according to the requirements and order complexity.
Instant Communication
For the sake of your benefits, every customer will have technical support to get in touch with us from quotation to delivery. You will get fast feedback for any question until it’s confirmed that you receive the satisfied parts.
Precision EDM Machining
Prototyping
Pengbo’s rapid prototype service bridges the gap between product concept and market during the product development. Advanced CNC machines such as Hermle 5 axis cnc milling centers, multiple international certifications, and top-notch CMM inspection ensure the accuracy and details of the prototype, meeting high standards of quality requirements.
➡Advanced Technology: CNC, CMM inspection, elite engineers etc.
➡Quick Response: full support to ensure problem solved.
Pengbo’s on-demand production solution provides customers with a modern, efficient and customer-oriented production solution through its flexibility, high quality standards by our robust supply network and self-owned CNC shop, strict quality control inspection, etc.
➡Reasonable planning: precision resource allocation to ensure quick cycle time.
➡Machining SOP : advanced technology and strict QC processes.
➡Flexible Production: from rapid prototyping (1-20pcs) to low-volume production (20-1000pcs).
What's the Difference Between Sinker EDM and Wire EDM
Sinker EDM vs Wire EDM: Key Differences Contrast
Processing principle:
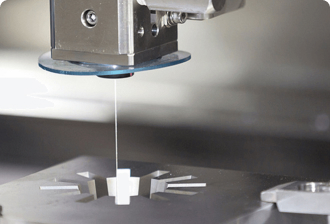
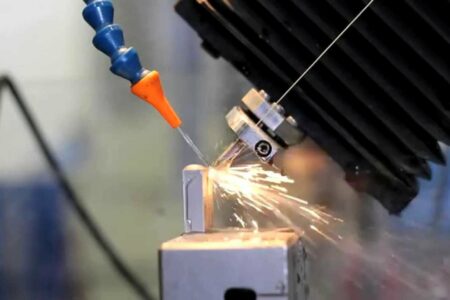
Wire EDM (Wire EDM): Use a thin wire (usually copper or brass) as an electrode to cut the workpiece by continuously moving the wire. Electric sparks are generated between the wire and the workpiece, thereby removing material.
Sink EDM (Sinker EDM): Use a fixed-shape electrode (usually copper or graphite), the shape of the electrode corresponds to the shape of the hole or groove to be processed. The electrode moves downward and contacts the workpiece to generate electric sparks and remove material.
Processing accuracy:
Wire EDM: Usually has higher processing accuracy because it uses thin wires and can make finer cuts.
Sink EDM: The accuracy is relatively low because it depends on the shape and size of the electrode.
Processing speed:
Wire EDM: Due to the continuous movement of the wire, the processing speed is usually slow.
Sink EDM: The processing speed is usually fast because the contact area between the electrode and the workpiece is larger, which can remove material faster.
Application range:
Wire EDM: Suitable for processing parts with complex shapes, such as cutting of molds and processing of precision parts.
Sink EDM: Suitable for processing straight holes, blind holes and complex-shaped holes, as well as grooves and cavities.
Cost:
Wire EDM: Relatively high cost due to the need to frequently change the wire.
Sink EDM: The electrode can be reused and the cost is relatively low.
Operational complexity:
Wire EDM: Relatively simple operation because the movement and cutting of the wire are automated.
Sink EDM: More complex operation, requiring precise control of the position and movement of the electrode.
Surface quality:
Wire EDM: Can provide better surface quality because the wire can be cut more finely.
Sink EDM: Surface quality may be poorer because the removal process of the electric spark may be rougher.